
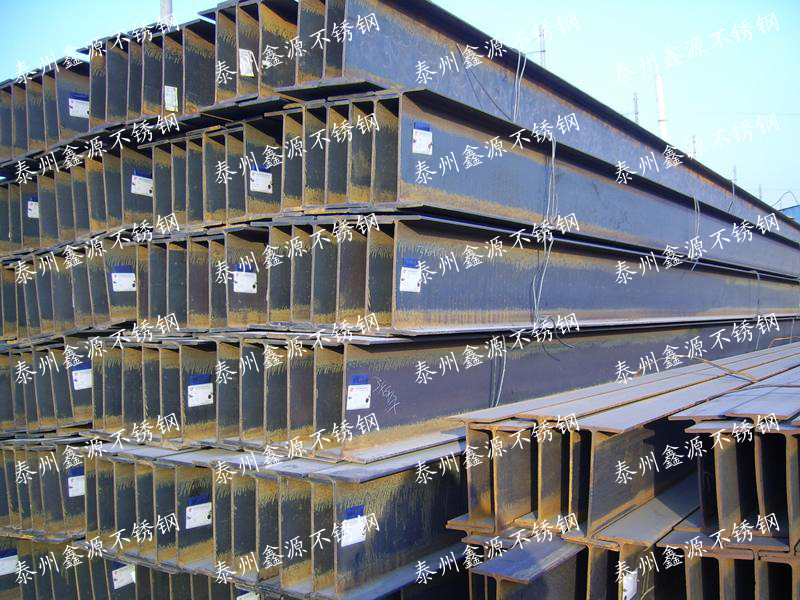



304不鏽鋼工字鋼:不鏽鋼采用氧—乙炔火焰所以(yǐ)不能連續氣割的原因是切口處表麵生成高熔點的(de)三氧化二鉻薄膜,阻礙(ài)了(le)下層金屬的(de)繼續燃燒。為了能連續氣割,必(bì)須設(shè)法(fǎ)破壞這種薄膜,振動氣割就是利用振動來破壞三氧(yǎng)化二鉻薄膜的。
不鏽鋼振動切割采用普通的G01-300型割炬,預熱火焰采用中性焰,可較氣割碳鋼的火焰大而集中,切割氧(yǎng)氣壓力要大15~20%。切割時先用火焰(yàn)預熱工件邊緣,當(dāng)呈紅(hóng)色熔融狀態時打開切割氧氣閥門,少許抬高割炬,熔渣即從切口處流出,此時割炬立(lì)刻做一定幅(fú)度的前後、上下擺動(dòng),便可進行連續氣割。割嘴擺動的頻率為(wéi)每分種80次左右,振幅為10~15mm。利用火焰的高溫來破壞切口處的氧化膜,使金屬繼續燃燒,並借助(zhù)於火焰(yàn)中氧氣流的前後、上下振動的衝(chōng)擊研磨作用,衝掉熔渣,達到連續氣割的目的。


 銷售一部
銷售一部