
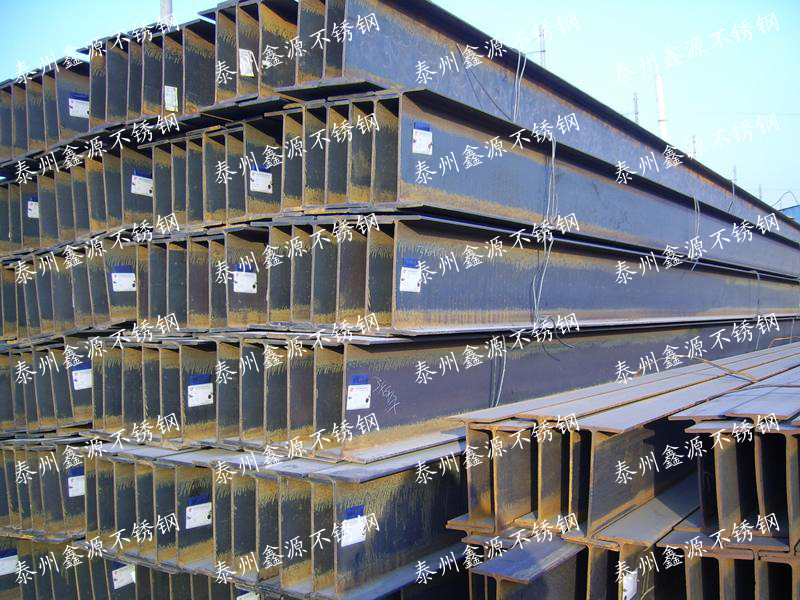



不鏽鋼工字鋼的規格是用腰寬的厘米值來表示的,如10號工字鋼,其腰寬為10cm。不(bú)鏽鋼工字鋼的種類有熱軋普通工字(zì)鋼、輕型工字鋼和寬平行腿工字鋼(H型鋼)。熱軋普通工字鋼的腰寬(kuān)為100~630mm,表示為No.10~No.63,腿內側壁斜度為1:6。軋製不鏽鋼工字鋼的(de)孔型係統有直軋孔型係統、斜軋孔(kǒng)型係統和混合孔型係統。此外,不鏽鋼工字鋼還(hái)可(kě)以采用特殊(shū)軋(zhá)法。
(1)直軋孔型係統。直軋(zhá)孔型係統是指不鏽鋼(gāng)工字鋼孔型的兩個開口腿同(tóng)時處於軋輥軸線的同一側,腰(yāo)與軋輥軸線平行的(de)孔型係統。
其優點是軋輥軸向(xiàng)力小,軸向竄動小,不需工作斜(xié)麵,孔型占用輥身(shēn)長度小,在(zài)輥身長度一定的條件下(xià)可多配孔型。
(2)斜軋孔型係統。這種孔型(xíng)係統是(shì)指工字鋼孔型(xíng)的兩個開口腿不同時處於(yú)腰部的同一側(cè),腰與(yǔ)水平軸線(xiàn)有(yǒu)一夾角。
(3)混合孔(kǒng)型係統。根(gēn)據軋機和產(chǎn)品的特(tè)點,為充分發揮各(gè)自係統的(de)優點,克服缺點,往往采用混合孔(kǒng)型係統,即兩種以上係統的組合。如(rú)成品孔和成品前孔采用直腿(tuǐ)斜軋孔型係統,其他孔型采(cǎi)用彎腿斜軋係統(tǒng);或者粗軋孔采用直軋係統,後3~4個精軋孔采用直腿斜紮孔等。
(4)特殊軋法。由(yóu)於某(mǒu)種原因采用通常(cháng)的軋製方(fāng)法難以軋出要求的不鏽鋼工字鋼(gāng)時,可采用特殊軋法,充分利用不均勻變(biàn)形和孔型設計的技巧。例如(rú),當鋼坯斷麵(miàn)較窄而要求軋製較寬的(de)不鏽(xiù)鋼工字鋼時,可(kě)采用波浪式軋法;又如當坯料較寬而(ér)要求軋製較小號不鏽鋼工字鋼時,可采用負寬展軋製等。
歡迎光臨泰州市九一网页版免费不(bú)鏽鋼製品有限公司(sī)!


 銷售一部
銷售一部